
How to Drive Innovation and Agility Using Digital Twins Technology?
In our rapidly changing world, product manufacturing organizations are increasingly searching for ways to improve their efficiency in delivering outstanding throughputs. Digital Twins is becoming an ideal technology solution for manufacturers and process engineers that helps companies to monitor operations in real-time, control and even enable machines to learn, improve and heal themselves.
A study done by Gartner reveals that 75% of organizations implementing IoT already use digital twins or plan to have the technology within a year. The number of organizations leveraging Digital Twins is expected to triple by 2022, based on the report.
In this blog, let us analyze Digital Twins in detail and the applications of Digital Twins in the manufacturing industry.
Understanding Digital Twins
Digital Twins technology enables developing/creating a digital model of a physical system to precisely analyze and measure its performance. Digital Twins are created using computer-aided design tools, bill of materials, simulation models, time-series data, IoT sensors, maintenance records, and any other data a user/manufacturer wishes to bring together. Digital Twins platforms’ brought together data will be modelled to develop into a high-fidelity digital representation of the physical asset.
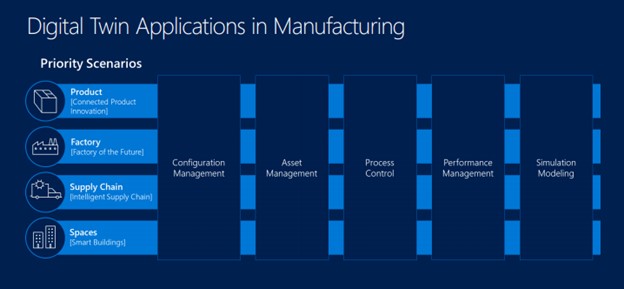
Digital Twins technology has many key application scenarios in the manufacturing industry, spanning product development, factory control, and supply chain management and much more. Moreover, this advanced tech stack has high-level asset management applications, configuration management, performance management, and simulation modelling in industry settings.
Since its inception, Digital Twins technology is evolving, and the modern Digital Twins tools have advanced capabilities to generate telemetry even without a physical system. Today, users can leverage these capabilities in different scenarios, such as at the early stage of prototyping and use it where a physical sensor cannot be fixed due to limitations.
Once the simulation engineer modelled the twins, a detailed visualization layer provides the anticipated insights, and the users can interact with the model to assess, predict and find performance, future and opportunities. Modern Digital Twins Tools like Microsoft’s Azure Digital Twins Platform help manufacturers further to integrate AI, ML and data analytics to create dynamic real-time models.
How is Digital Twins Re-writing the Feature of Businesses?
Businesses are eagerly exploring technologies to move faster, see sooner and make informed decisions quicker. Coupled with Industrial IoT technologies, companies are discovering new possibilities to solve problems by creating a new digital information feedback loop connecting products, processes and assets to upscale and innovate drastically.
To illustrate, leveraging Azure IoT Edge and Azure industrial IoT platforms with Digital Twins business optimizing frameworks companies are driving their digital transformation journey. Digital Twin manufacturing companies can explore huge volumes of data to create digital replicas of processes and assets. Enabling accurate and real-time remote connectivity, users are able to hand over control of operations and processes to the Digital Twins optimizers.
By providing accurate data and insights, shopfloor workers can trust the Digital Twin model far more to monitor process efficiency, matrices and productivity curves. Thus, Digital Twin enables manufacturers to pivot production as immediately as possible and realize the benefits of digital transformation.
In addition, the real-world applications of Digital Twins technology are spanning different sectors and operations, such as property monitoring to improve security and emergency management, real-estate architecture, asset management, flight operation optimization, virtual validation of designs and much more.
Real-world Use Cases of Digital Twins in Manufacturing Industry
The potential of Digital Twin technology is harnessed in multiple channels across the industry. But primarily, the use cases can be classified into four categories as Product, Factory, Supply Chain, Spaces.
Product: Digital Twins enable connected product innovation, specifically designing new products and managing product development lifecycle. Further, with Digital Twin technology, product manufactures can replicate the digital model of each product part, machine parts, software and electrical system to find opportunities to optimize and gain efficiency.
Factory: Digital Twin technology is increasingly helping factories to optimize the processes, operations and production. Manufacturing engineers are employing simulation modellings to figure out the best product development and production practices to optimize the process and efficiency.
Supply Chain: Digital Twin turns supply chain management into a smarter and enables data-driven supply chain management throughout. Companies can replicate the entire supply chain horizontally and vertically to assess, improve and rectify.
Spaces: Digital Twin helps real estate managers to simulate buildings and plans for better analysis in construction to maintenance. Plus, engineers can virtually do high-level detailing of a large environment to have improved control on the construction process and resource utilization.
Bottom Line:
As businesses are entering new frontiers, it is essential to embrace Digital Twins to address evolving challenges in the market. It will improve the data flow and fuel the ability to upscale businesses to new heights. Further, Digital Twins coupled with AI, and Digital Reality services, unlock new opportunities for manufacturers to integrate the bottom-level workers with better visibility and efficiency. However, ZiniosEdge is here to help you to find meaningful outcomes using Digital Twins and other advanced technologies to drive innovation across your business.
Leave a comment
Similar Blogs

Application Modernization Using Microsoft Azure – Top 4 Reasons Why You Can’t Ignore It
In the digital transformation era, any organization on its growth to glory must consider developing and investing in modernizing their…
Read More
The Right Power BI License for your Business
Microsoft BI is a powerful game-changer for business intelligence solutions that are widely used for data analysis and reporting. It…
Read More
Outsourcing Trends For 2022
The pandemic has caused a stir and affected a lot of industries including IT outsourcing. As most of the businesses…
Read More
Comments
No comments yet.